這次要來簡單的看看 ATOM 3 的內裝,與我之前購買的 ATOM 2.5EX 的差異性。
首先 ATOM 2.5EX 主要是二進一出的進料設計,所以進料這邊就很大不同, ATOM 3 採用的是單進單出設計,

首先看到 ATOM 3 的噴頭設計是採用與 E3D 的合作開發的高速高溫噴頭,配有三個側吹風扇

我自己的 ATOM 2.5EX 的版本則是 兩個側吹風扇,然後採用 MK3 改良鈦合金噴頭,規格比較特別一點,熱敏電阻跟加熱片幾乎都是特規的版本。

ATOM 3 採用的是玻璃底板帶熱床的版本。

我自己使用的 ATOM 2.5 EX 採用的也是玻璃底板熱床版本,早期採用四個鋁製固定柱來壓合,我自己訂做一組鐵板,並用3D列印磁吸板來貼合配合列印。
當然 ATOM 3 的範圍較大,可列印範圍為直徑 Ø 270mm,ATOM 2.5 EX 則是只有 直徑 Ø 220mm ,ATOM 3 的版本加大了不少。

固定方式 ATOM 3 新設計的固定方式,覺得拆裝相當簡易,剛好的卡槽可以很穩固的拖上玻璃底板。

還有就是組裝 ATOM 2.5FX 開始都採用整機出貨的方式,機身結構的設計也改良了不少,安裝方便應該會更快速穩固,這點全部手動組裝 2.5 EX 看到這些配件真的勾起我滿滿的回憶。

底板拆裝的方式相當簡單,大螺帽的零件應用相當不錯,幾乎用手扭就可以打開底盤。
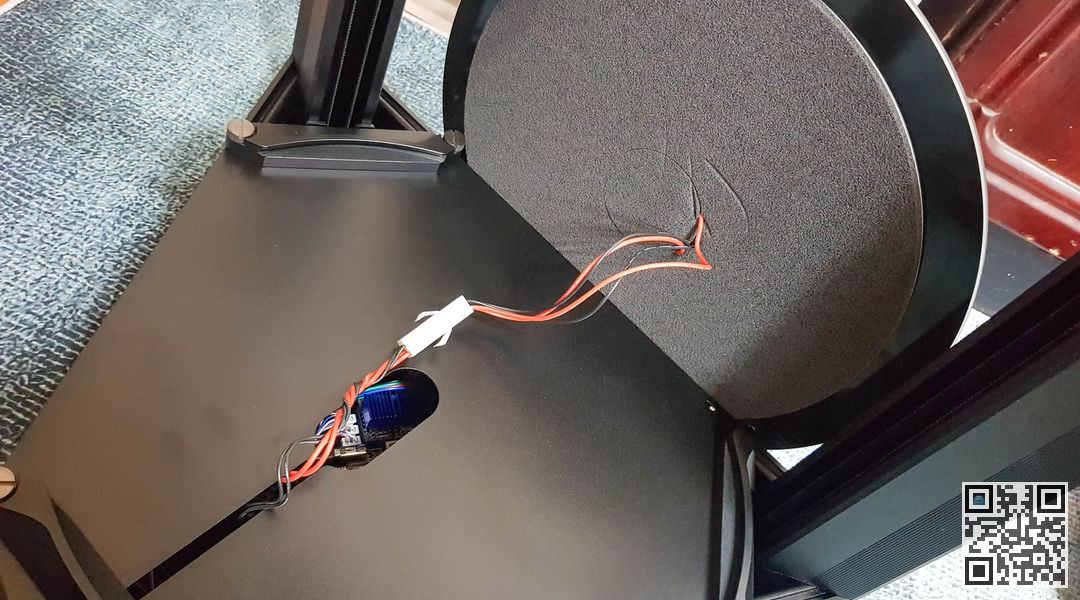
打開玻璃底板,就可以看到一條電源線,官方居然有設計空中接頭可以供拔插,以前 ATOM 2.5EX 想打開底板真的是要我命 XD…

這邊可以看到底板的加熱區塊以及玻璃大小。

移除固定玻璃底板固定件之後可以看到一片鐵板,早期這塊鐵板要連接著鋁板真的真心難移除。
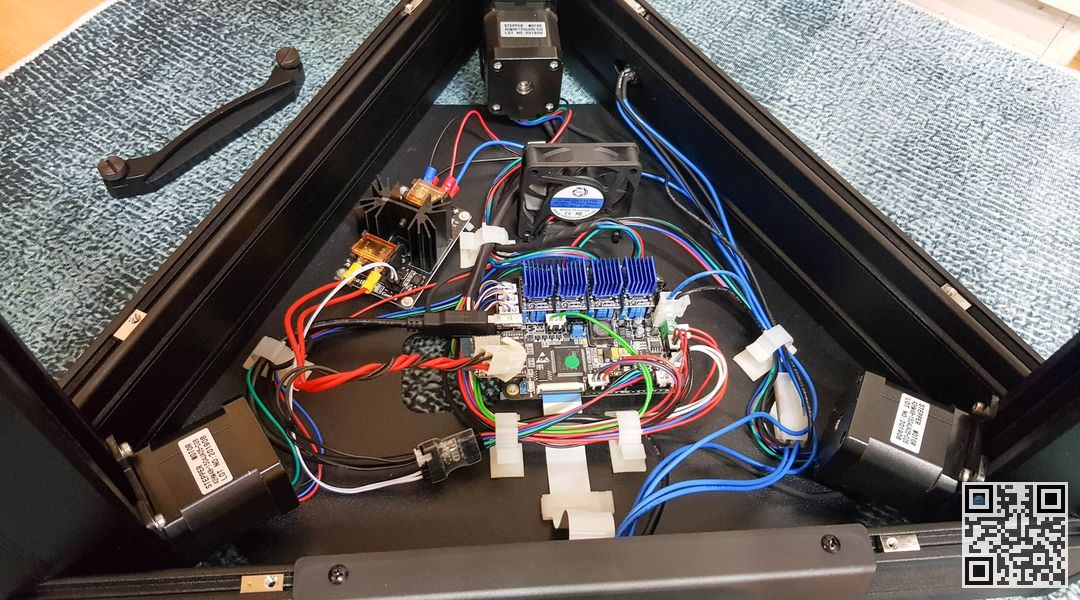
打開後就可以看到機器核心了。

這邊可以看到步進馬達的型號 42HM48-1504JA05-D26
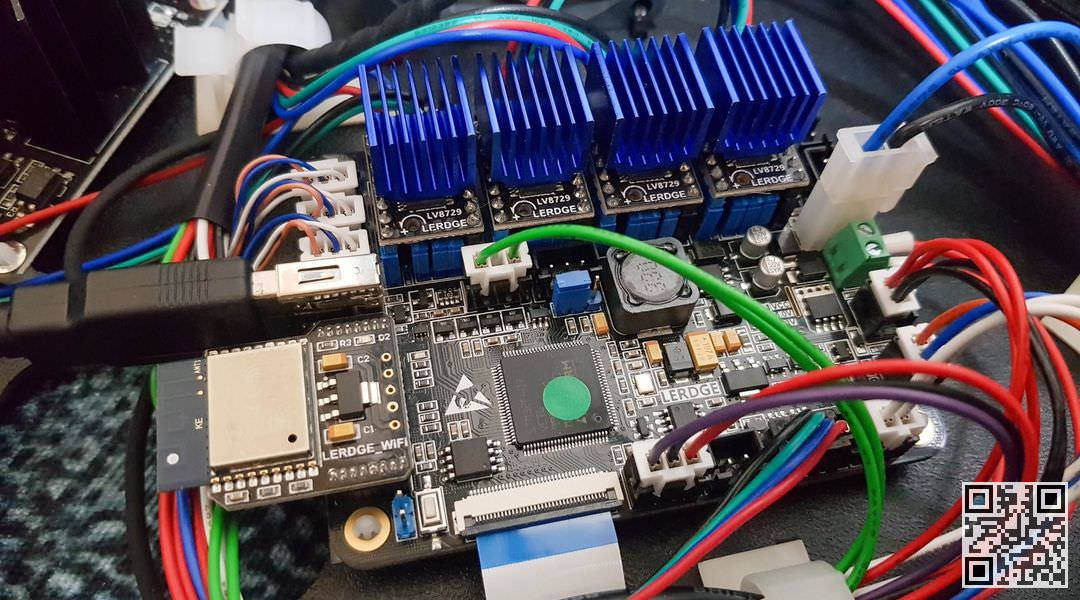
這邊可以看到主機板,採用的是 LERDGE的主機板,旁邊還有 Wifi 晶片….
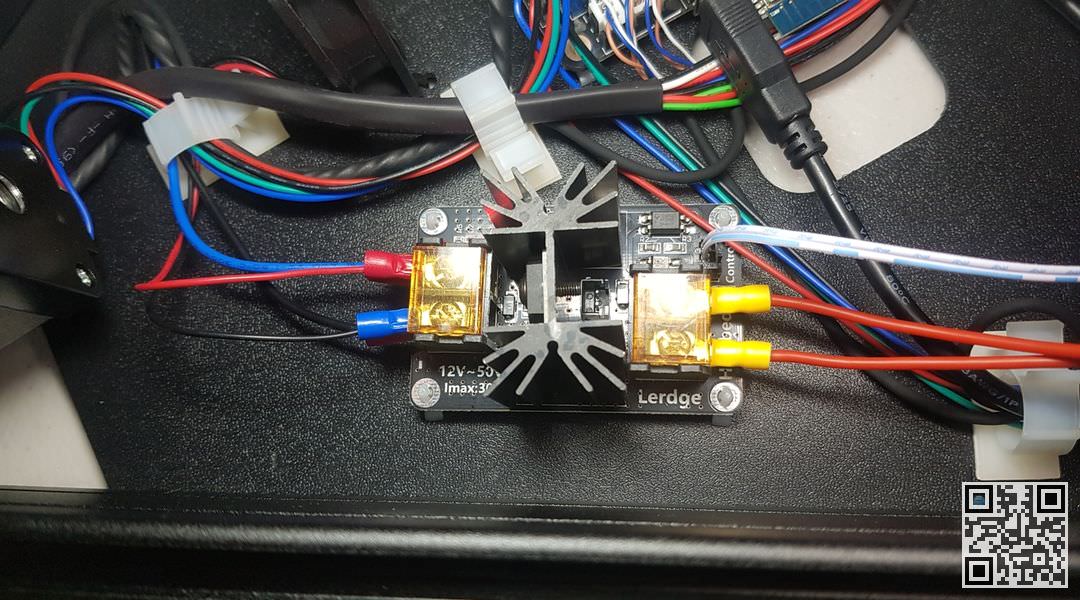
這塊是 lerdge 的 大功率熱床模組,電壓 12v~50v ,電流可輸出到最大 30A

主機內的配線當相當簡潔,未來如果要維護的話,這些壓線設計都相當的不錯。
接上篇 ATOM 3 全金屬機身印表機,3D列印機試用心得,有不少朋友說我 ATOM 3 印的表現有點不符期待,最主要是我都採用 Simplify3D 直接沿用 2.5EX 設定檔的關係,這次透過朋友建議,直接套用了其他 三角洲 Delta 的列印檔測試,然後配合其他切片軟體來做列印測試。

左邊是朋友利用 切片軟體: CURA +列印機器: EDU 直接上 ATOM 的列印機器列印,右邊是我另外下載 CURA 4.5 版本,採用官方的 CURA設定檔 重新列印的結果。
可以看到兩個摩艾版本不太一樣,不過最主要的測試都是以下巴以及切層為主。

左邊一樣以 ATOM 3 機器 列印,表現的結果也是相當得不錯,有點令我驚訝,原來切片軟體的影響會如此巨大。右邊的摩艾切片印出來的下巴結果,顯示列印狀況也算不錯。
換軟體讓我重新改觀切片狀況,緊接著測試 3DBenchy 著名的小船測試件,比較起之前的版本,利用另一個顏色再次測試,以及用 CURA 重新切片測試。

左邊是原 Simplify3D 切片,利用灰色列印,右邊是 CURA 4.5 重新切片列印。

灰色列印的狀況跟之前白色的結果差不多,右邊新印的白色牆壁凸層的狀況較少,拱門圓圈沒有過多擠料。
{kind=link}

後方確認物件的列印狀況,其實灰色( Simplify3D ) 印的也不差,只是白色(CURA切出來) 印出來的表現更好,不過有滿大的原因是切片的起始點 Simplify3D 是選擇隨機,CURA切出來是選擇單方向。

單方向的問題就是會有俗稱的拉鍊狀況,不過 CURA 改版的狀況,可以看到物件的拉鍊表現越來越好,不會過突或是過凹,但還是會有可以肉眼看到拉鍊這個表面紋路。

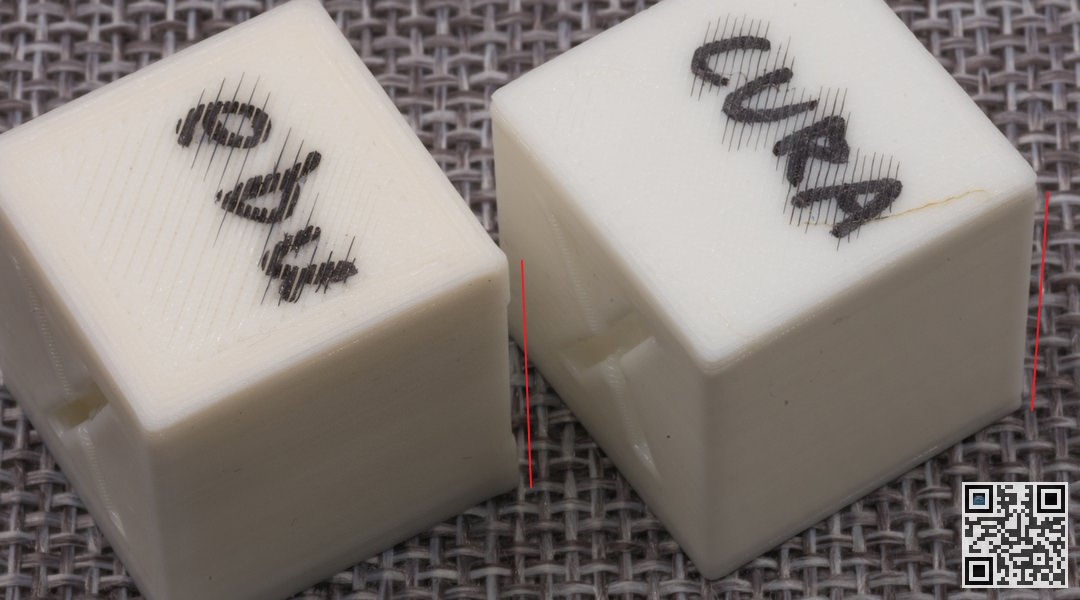
拿出 xyzCalibration_cube 重新切片列印。一樣有個列印物件是朋友的 Delta 機器已切片的檔案直接匯入。

左邊是 一樣採用 Simplify3D 但是換個顏色印出來的物件,直線有些轉角處會有一點點的突起物,右邊 EDU.gcode 直接套用列印出的物件則是沒有這個狀況,直線也很直,但底部起始列印有點微小的收縮

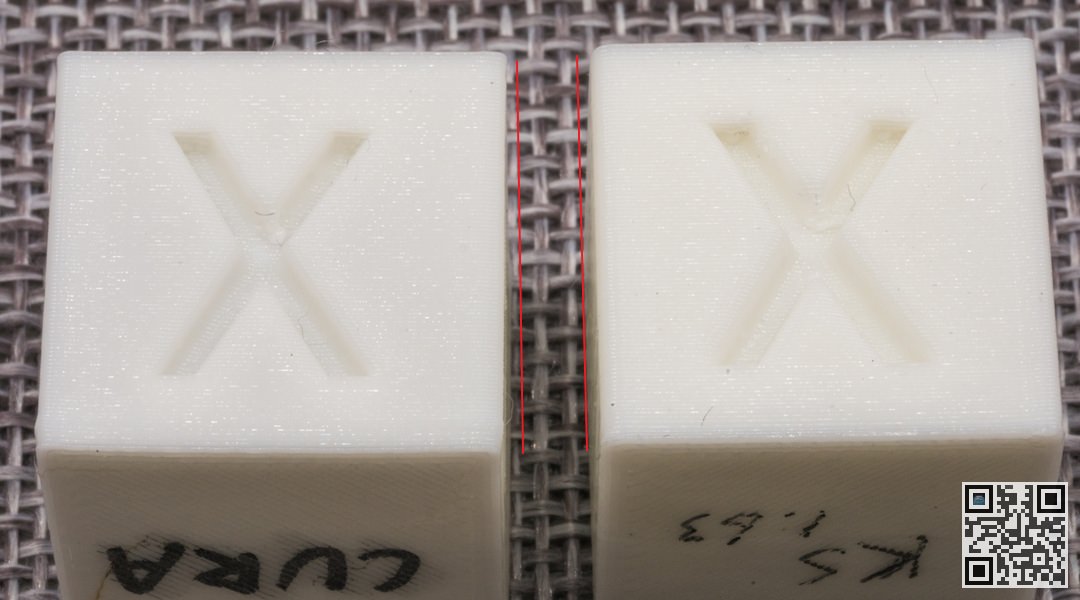
換個顏色,印印看同一個 EDU.gcode 印出來的物件,白色的地方一樣有微小的收縮,右邊 是 CURA 重新切片的軟體,列印的表現也是相當不錯,不過底部一樣有些微的收縮,左右的狀況差不多。
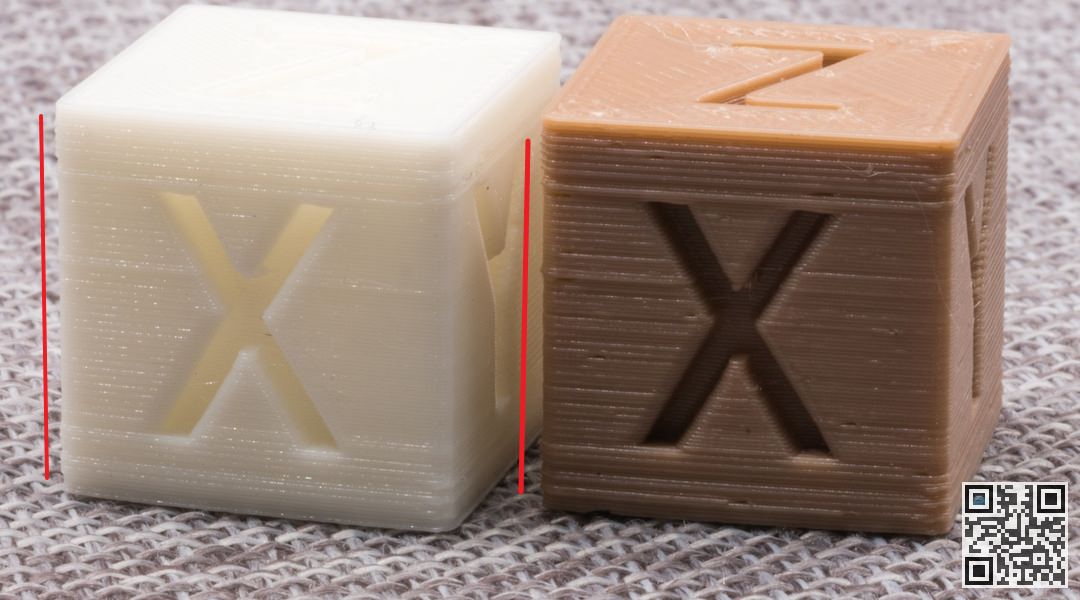
換個角度,剛好看到一點缺點,EDU.gcode 印出來的兩個邊剛好有點偏移,不知道是不是舊版本切出來的問題,但用新版本(右邊)的 CURA 4.5 切出來就沒什麼問題,整體列印的效果還是相當的不錯。
最後採用官方推薦的 KISSlicer 1.6 主程式 切片,四個邊角的列印結果相當的直,整體表現沒有太大問題。

列印了許多測試方塊,其實整體的列印結果都表現得相當平衡,多有一些微小的細節不一,不過這一些列印細節在修改切片軟體的參數多半都可以得到改善修正。
Simplify3D 兩次列印的結果都差不多,材料變換的結果差異不大。

最近列印兩隻朋友的託印的作品,是跟貓很像的藪貓,藪貓的特色就是體型修長,腿長而尾短,耳朵又高又圓。

這次用 CURA 列印出來的物件,還不是很習慣操作,以往採用 Simplify3D 的切片軟體,他都會自動計算尾層的列印溫度,CURA 的末層列印就很容易聚熱,調整參數必須要更多設定,這個鋼印的作品就還不習慣,印到末端就有聚熱的問題。

這樣的列印切片,尤其在末端就相當的有問題,需要更多次的列印參數配置才能夠改善一下這個效果。

用 CURA 印出來的效果真的不錯… 一樣是 0.2mm 層高,每層沒有多餘的錯位,效果表現良好。
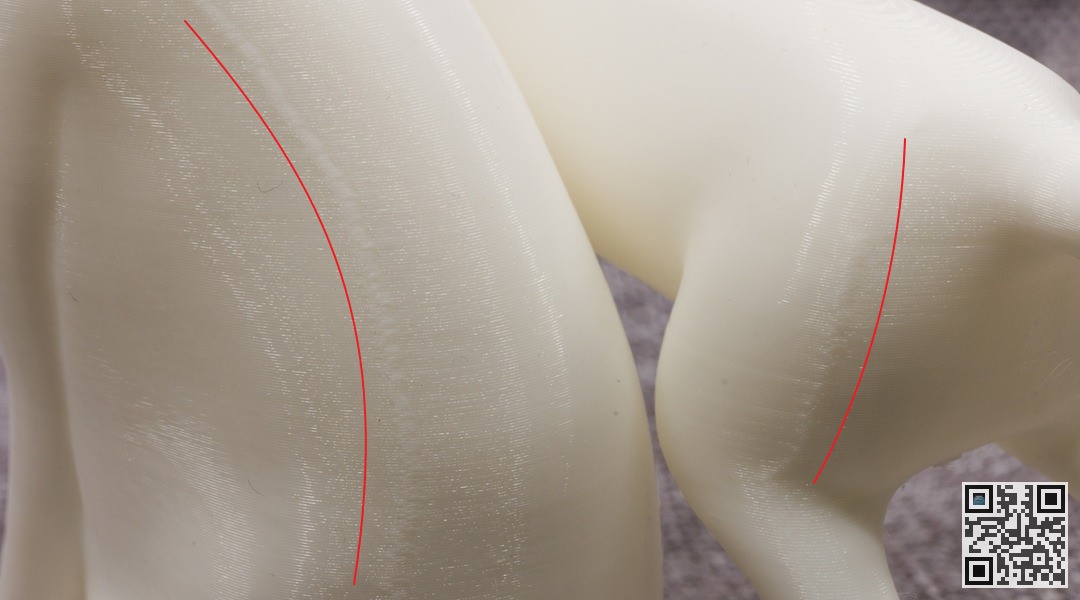
末端同個位置都有一點拉鍊表現,還好效果不是太突兀,稍加打磨就可以清除。

除了第一層接觸面積過小很怕跑位之外,列印這個物件的成果還算不錯。

最近又選了一個小龍蝦的檔案來印,因為時間的關係,直接用我的 ENDER 3 印腳,蝦頭用 ATOM 3 + CURA切片來印,蝦頭這樣印完表面真的平滑漂亮。

底部雖然層表現很明顯,不過因為是在底部所以比較沒有太大問題,蝦腳的疙瘩很多,還是因為列印起始層選了隨機的關係。

印了這個蝦子還滿有趣的。
另外剛剛說的三個軟體 Simplify3D 、 CURA、 KISSlicer ,除了 Simplify3D是付費才可以使用之外,Cura 是一家 Ultimaker 的列印公司設計的切片軟體,除了提供自家產的機器使用外,也提供下載讓創作者可以免費使用切片軟體,KISSlicer則是早期發展的切片軟體,雖然沒有開源,不過在列印的表現上還算是相當不錯的軟體。
Simplify3D 雖然操作項目看起來 有點繁雜,不過列印件載入的操作,是我目前看過最好用的軟體,不但可以自定義支撐,路徑追蹤還有區間不同設定的列印方式都讓我大開眼界,不過想要印得更好就要多注意列印的參數配置。

KISSlicer 雖然 UI 簡易但設定項說明就比較少一點,物件移動則是要靠卷軸控制棒移動。介面有點陽春

CURA 早期可以直接匯入照片來列印,算是相當有特色的軟體,軟體來到的第四版,改版相當的勤勞,設定項目相當的多,設定不但有簡易版設置,也有進階或是更詳盡的設置,看不懂得話也有中文註釋可以稍微猜測理解一下含意,近期推出的版本有相當多實驗性參數,像是抹平的設定,或是產生樹狀支撐的設定,都相當的有趣。
再次結論一下 ATOM 3 的列印機,列印件的表現除了硬體之外,切片軟體的表現以及材料的應用都相當的重要,如果列印件出現位移或是不穩定的效果,先換換切片軟體測試看看,有問題在逐一排除才是解決辦法。